Tipo de pagamento:T/T,Paypal
Incoterm:FOB,EXW
Quantidade de pedido mínimo:1 Piece/Pieces
transporte:Ocean,Air
$1500≥1Piece/Pieces
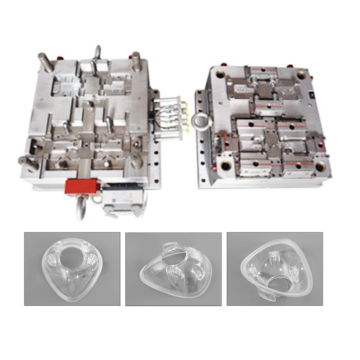
Modelo: AD-104
marca: AD-269
Método De Formação: Molde de injeção plástica, Molde de pré-forma, Molde de Extrusão
Material Do Produto: Plástico
transporte: Ocean,Air
Tipo de pagamento: T/T,Paypal
Incoterm: FOB,EXW